
Running a flexible panel plant requires the handling of significant diversification of products. Therefore, manual communication and reporting within the production process is practically impossible and not advised. In order to facilitate automatic communication at high volume production rates, several features will have to be present in the overall plant control system as shown in the graphic below. We have integrated all levels of control into a single plant management system with Aircrete Plant Control System. As every level is connected within the same platform, our AAC plant control system has become a very powerful tool for efficient AAC production with total control.

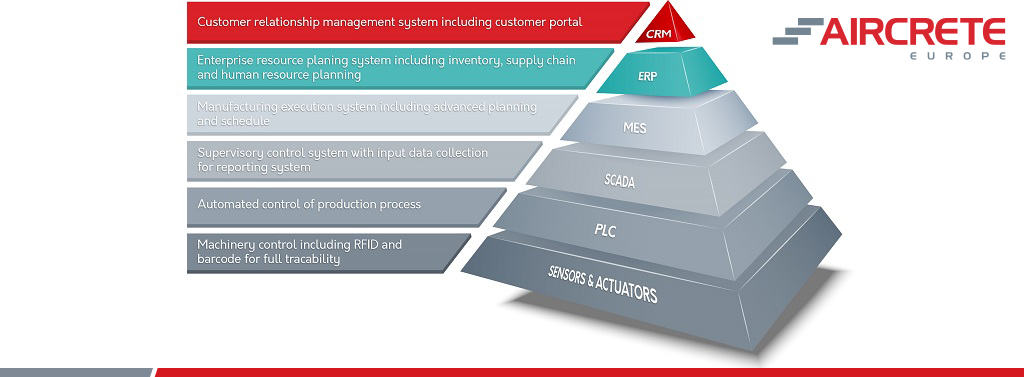
The control system pyramid, showing the levels throughout the plant required for the production of high volume and diverse portfolio products
Features in an overall AAC plant control system
Level 1: Sensors and actuators
This level relates to the lowest level of controls within the plant. It includes the sensors, actuators and instrumentation that is integrated into production processes and equipment. It is at this level where important choices for the totally integrated production have to be made as these devices are the “eyes and ears” in the production process. Data and feedback measured at this level form the basis of further calculation and interpretation throughout the process.
Within a dedicated panel production facility, it is of utmost importance that products are being tracked and identified throughout the production process and that data of all the stations that products pass through is attached to the products as they move through production. It is highly advised to automate this track, trace and identification process, as doing this manual or by software only, will very quickly result in a complicated and bureaucratic activity where room for error is large and losing overview is easy.
Nowadays, we have incorporated full track and trace capability within our plants. At the same time equipment is made smarter by integrating more sensors and instrumentation to capture and report important data from the production process, including quality measurements along the production process. Within Aircrete Plant Control System, this data is used for problem tracking and root cause analysis, improvement studies and preventive maintenance.
Level 2: PLC
The second level in the plant control system includes the Programmable Logic Controller (PLC). The PLC processes all the data from and to level 1 and takes care of the direct control of equipment. PLC’s are widely used in AAC plants around the world for many years already and form the heart of many existing production facilities. In most plants PLC’s are commonly used, but these are often, likely due to aged technology, exclusively used for input and output handling and processing.
Due to rapid developments in technology, the newer PLC’s from today, however, have significantly more processing power, speed and storage, and therefore open up interesting opportunities to become an integrated building block in the total control chain of AAC plants. With our AAC plant control system, we are using this power today by linking multiple PLC’s together through optic fibre connections and by letting them record and analyse many processes relevant data besides the basic input and output functionality.
Level 3: SCADA
Supervisory Control and Data Acquisition (SCADA) describes the third layer of control where the graphical user interface and production data are interfacing to the process and machinery through the PLC’s. It is at this level where operators and management can monitor the entire production process and where production data be-comes visualized and reported. SCADA systems, when used as overall control umbrella in a plant, can provide many features like smart reporting, logging of machinery data and quick reaction on damages.
Nowadays, SCADA systems are seen more and more in AAC production facilities, but they usually cover only part of the production process, losing a large amount of potential. With Aircrete Plant Control System, we have all disciplines and processes under control in-house, we are able to combine, and cross-compare retrieved production data. This is essential for total production control.
Level 4: MES
The Manufacturing Execution System (MES) is the level that takes care of advanced production planning it shall provide an interactive production planning and scheduling interface where different jobs can be queued. When implemented well, the MES can provide just-in-time decision making where jobs queues can be shuffled as long as they are not yet moved into production. In most AAC plants around the world, the MES level is performed manually or alongside (separated from) the SCADA and PLC levels. This might work well for a pure block plant where product diversity is low but will quickly result in issues in a panel plant where different products can be required for every batch in the process.
In order for an MES to be most successful, it shall be integrated with the first three layers and receive feedback from the process. In this case, production can literally control all resources in the plant, as we have already accomplished with Aircrete Plant Control System. We have designed a customized MES system which is part of and fully integrated with the SCADA system. Apart from managing production queues it also contains graphical configuration tools which make it possible to intuitively create production plans or check them against data loaded from ERP systems.
Level 5: ERP
Most plants use Enterprise Resource Planning (ERP) systems for their sales, purchasing, inventory and financial administration and have a manual interpretation and interface to move from order to production and finished product to inventory or customer. Exchanging information automatically between MES and ERP generates a very powerful tool with high variability in product portfolio in combination with custom orders.
The ERP and MES together are able to steer total production and determine which resources (eg. raw materials, labour) are required and available. Automatic interfacing with ERP has become a standard feature already for some years now within our AAC plant control system. The production plan can be made within the ERP system which then sends it down to the MES in which it is finetuned to the production capabilities and put into a production queue.
Level 6: CRM
Customer Relationship Management (CRM) is the top level of the control pyramid. Some plants have some kind of CRM system in place, but it becomes very powerful when integrated with the other levels of the plant control system. In Aircrete Plant Control System, we already record all CRM relevant data in a central database from where it can be accessed by a CRM system.
When integrated, an automatic communication channel or platform can be created where customers can see their real-time orders and delivery times. Even last-minute changing of delivery times can be made possible allowing customers to plan just-in-time delivery according to their onsite resources. A similar experience like booking a plane ticket. The figure below visualizes how a customer can influence the production planning and sequence in the plant through a customer portal.

Full control system integration between customer and machine
The integration and connection to the internet provide new opportunities for additional services as customers could automatically control the order, production, and delivery of their panels online.
Get in touch with us
We are ready to talk about your AAC plant control systems project.
[hubspot type=form portal=5670001 id=e4d2ad6d-f80a-45b7-b97b-f2605ac1295a]